Archive for the ‘Seven Wastes’ Category
If you want to make a difference, change the design.
 Why do factories have 50-ton cranes? Because the parts are heavy and the fully assembled product is heavier. Why is the Boeing assembly facility so large? Because 747s are large. Why does a refrigerator plant have a huge room to accumulate a massive number of refrigerators that fail final test? Because refrigerators are big, because volumes are large, and a high fraction fail final test. Why do factories look as they do? Because the design demands it.
Why do factories have 50-ton cranes? Because the parts are heavy and the fully assembled product is heavier. Why is the Boeing assembly facility so large? Because 747s are large. Why does a refrigerator plant have a huge room to accumulate a massive number of refrigerators that fail final test? Because refrigerators are big, because volumes are large, and a high fraction fail final test. Why do factories look as they do? Because the design demands it.
Why are parts machined? Because the materials, geometries, tolerances, volumes, and cost requirements demand it. Why are parts injection molded? Because the materials, geometries, tolerances, volumes, and cost requirements demand it. Why are parts 3D printed? For prototypes, because the design can tolerate the class of materials that can be printed and can withstand the stresses and temperature of the application for a short time, the geometries are printable, and the parts are needed quickly. For production parts, it’s because the functionality cannot be achieved with a lower-cost process, the geometries cannot be machined or molded, and the customer is willing to pay for the high cost of 3D printing. Why are parts made as they are? Because the design demands it.
Why are parts joined with fasteners? It’s because the engineering drawings define the holes in the parts where the fasteners will reside and the fasteners are called out on the Bills Of Material (BOM). The parts cannot be welded or glued because they’re designed to use fasteners. And the parts cannot be consolidated because they’re designed as separate parts. Why are parts held together with fasteners? Because the design demands it.
If you want to reduce the cost of the factory, change the design so it does not demand the use of 50-ton cranes. If you want to get by with a smaller factory, change the design so it can be built in a smaller factory. If you want to eliminate the need for a large space to store refrigerators that fail final test, change the design so they pass. Yes, these changes are significant. But so are the savings. Yes, a smaller airplane carries fewer people, but it can also better serve a different set of customer needs. And, yes, to radically reduce the weight of a product will require new materials and a new design approach. If you want to reduce the cost of your factory, change the design.
If you want to reduce the cost of the machined parts, change the geometry to reduce cycle time and change to a lower-cost material. Or, change the design to enable near-net forging with some finish machining. If you want to reduce the cost of the injection molded parts, change the geometry to reduce cycle time and change the design to use a lower-cost material. If you want to reduce the cost of the 3D printed parts, change the design to reduce the material content and change the design and use lower-cost material. (But I think it’s better to improve function to support a higher price.) If you want to reduce the cost of your parts, change the design to make possible the use of lower-cost processes and materials.
If you want to reduce the material cost of your product, change the design to eliminate parts with Design for Assembly (DFA). What is the cost of a part that is designed out of the product? Zero. Is it possible to wrongly assemble a part that was designed out? No. Can a part that’s designed out be lost or arrive late? No and no. What’s the inventory cost of a part that’s been designed out? Zero. If you design out the parts is your supply chain more complicated? No, it’s simpler. And for those parts that remain use Design for Manufacturing (DFM) to work with your suppliers to reduce the cost of making the parts and preserve your suppliers’ profit margins.
If you want to sell more, change the design so it works better and solves more problems for your customers. And if you want to make more money, change the design so it costs less to make.
Resurrecting Manufacturing Through Product Simplification
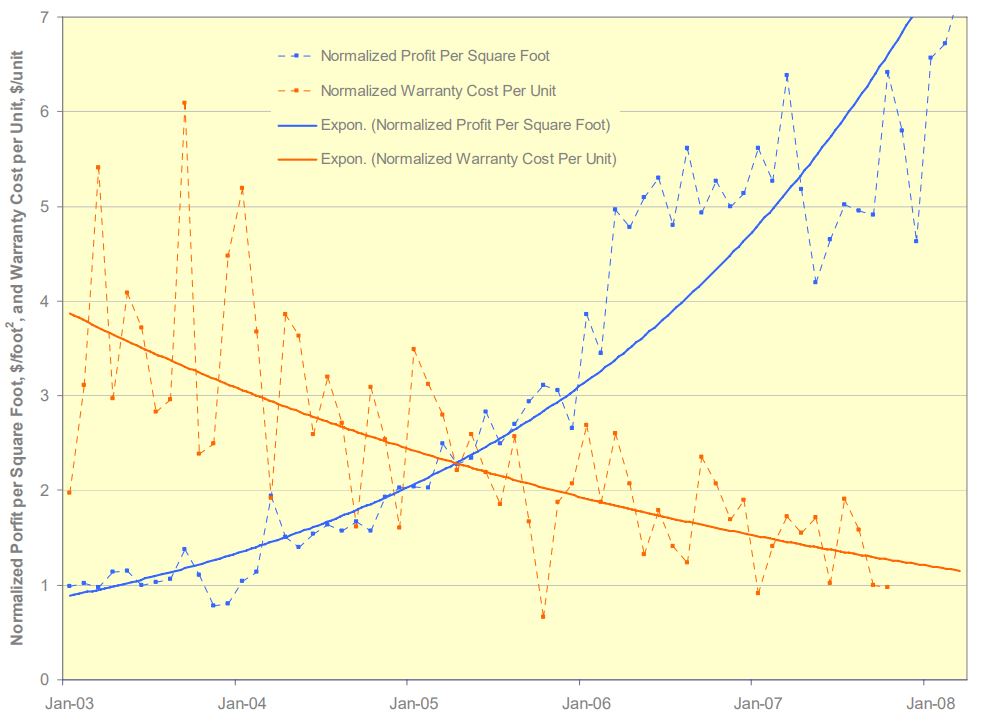
Product simplification can radically improve profits and radically improve product robustness. Here’s a graph of profit per square foot ($/ft^2) which improved by a factor of seven and warranty cost per unit ($/unit), a measure of product robustness), which improved by a factor of four. The improvements are measured against the baseline data of the legacy product which was replaced by the simplified product. Design for Assembly (DFA) was used to simplify the product and Robust Design methods were used to reduce warranty cost per unit.
I will go on record that everyone will notice when profit per square foot increases by a factor of seven.
And I will also go on record that no one will believe you when you predict product simplification will radically improve profit per square foot.
And I will go on record that when warranty cost per unit is radically reduced, customers will notice. Simply put, the product doesn’t break and your customers love it.
But here’s the rub. The graph shows data over five years, which is a long time. And if the product development takes two years, that makes seven long years. And in today’s world, seven years is at least four too many. But take another look at the graph. Profit per square foot doubled in the first two years after launch. Two years isn’t too long to double profit per square foot. I don’t know of a faster way, More strongly, I don’t know of another way to get it done, regardless of the timeline.
I think your company would love to double the profit per square foot of its assembly area. And I’ve shown you the data that proves it’s possible. So, what’s in the way of giving it a try?
For the details about the work, here’s a link – Systematic DFMA Deployment, It Could Resurrect US Manufacturing.
How Startups Can Move Prototypes Out Of The Lab And Onto The Factory Floor
 Startups are good at making something work in the lab for the first time. However, startups are not good at moving their one-in-a-row prototypes to the manufacturing floor. But if startups are to scale, that’s exactly what they must do. For startups to be successful, they must continually change the design to enable the next level of production volume.
Startups are good at making something work in the lab for the first time. However, startups are not good at moving their one-in-a-row prototypes to the manufacturing floor. But if startups are to scale, that’s exactly what they must do. For startups to be successful, they must continually change the design to enable the next level of production volume.
To do that, I propose a 10, 100, 1000 approach.
After the one-in-a-row prototypes, how will you make 10? Can the crude assembly process produce 10 prototypes? If so, use the same crude assembly process. The cost of the prototypes is not a problem at this stage, so there’s no need to change the manufacturing processes to reduce the cost of the components. And at these low volumes, it’s unlikely the existing assembly process is too labor intensive (you’re only making 10) so there’s likely no need to change the process from a “time to build” perspective. But if the variation generated by the assembly process leads to prototypes that don’t function properly, the variation of the assembly process must be controlled with poke-yoke measures. Add only the controls you need because that work takes money and time which you don’t have as a startup. Otherwise, build the next 10 like you built the first one.
After the first 10, how will you make the next 100? Building 100 units doesn’t sound like a big deal, but 100 is a lot more than 10. Do you have suppliers who will sell you 100 of each part? Do you have the factory space to store the raw materials? Do you have the capability and capacity to inspect the incoming material? Do you have the money to buy all the parts? If the answer to all these questions is yes, it’s time to ask the difficult questions.
The cost of the units is likely still not a problem because the volumes are still small. There’s likely no need to change the manufacturing process (e.g., moving from machining to casting) to reduce the cost of the units. And it’s unlikely the time to build the units is becoming a problem because a super long build time isn’t all that problematic when building 100 units. So it’s not time to reduce the number of parts in the product (product simplification through part count reduction – aka, Design for Assembly). But it’s likely time to reduce the variation of the assembly process and eliminate the rework-inspect-test loop that comes when each unit that emerges from the production process is different. It’s time for assembly instructions, assembly fixtures, dedicated tools at each workstation, measurement tools to inspect the final product, and a group of quality professionals to verify the product is built correctly.
After the first 100, how will you make the next 1000? If you can, avoid changing the design, the manufacturing processes, or the assembly process. Keep everything the same and build 1000 units just as you built the first 100. But that’s unlikely because the cost will be too high and the assembly time will be too long. For the most expensive parts, consider changing the manufacturing process to one that can support higher volumes at a lower cost. You likely will have to buy the parts from another supplier who specializes in the new process and for that, you’ll need a purchasing professional with a quality background. To reduce build time, do Design for Assembly (DFA) to eliminate parts (fasteners and connectors). And for the processes that generate the highest rework times and scrap, add the necessary process controls to reduce variation and eliminate defects. Do the minimum (lowest investment dollars and design time) to achieve the appropriate cost and quality levels and declare success.
After 1000 units, it’s time to automate and move to new manufacturing processes. For the longest assembly processes, change the design (the parts themselves) to enable automated assembly processes. For the highest cost parts, change the parts (the design itself) to enable the move to manufacturing processes with lower cost signatures. The important idea is that the design and its parts must change to automate and enable lower-cost manufacturing processes. You’ll need new suppliers and purchasing professionals to bring them on board. You’ll need quality professionals to verify the quality of the incoming parts and the output of the assembly process. You’ll need manufacturing and automation engineers to simplify and automate the manufacturing processes.
The 10, 100, 1000 process is rather straightforward but it’s difficult because it requires judgement. At what production volume do you move to higher volume manufacturing processes to reduce costs? At what production volumes do you change the design to automate the assembly process to reduce assembly time? At what point do you add assembly fixtures to reduce variation? Which assembly processes do you improve and which do you leave as-is? When do you spend money on improvements and when do you buckle down and grind it out without making improvements?
The answer to all these questions is the same – hire a pro who has done it before. Hire a pro who knows when (and how) to do Design for Manufacturing and when to keep the design as it is. Hire a pro who knows when (and how) to add poke-yoke solutions and when to keep the assembly process as it is and rework the defects because that’s the lowest cost and fastest way to go. Hire a pro who knows when to change the design to reduce assembly time (Design for Assembly) and when to change the design and invest in automated assembly. Hire a pro who knows how (and when) to implement a full-blown quality system.
When it’s time to move from the lab to the factory floor, it’s time to hire a pro.
Image credit — Jim Roberts Gallery
A Recipe to Grow Revenue Now
 If you want to grow the top line right now, create a hard constraint – the product cannot change – and force the team to look for growth outside the product. Since all the easy changes to the product have been made, without a breakthrough the small improvements bring diminishing returns. There’s nothing left here. Make them look elsewhere.
If you want to grow the top line right now, create a hard constraint – the product cannot change – and force the team to look for growth outside the product. Since all the easy changes to the product have been made, without a breakthrough the small improvements bring diminishing returns. There’s nothing left here. Make them look elsewhere.
If you want to grow the top line without changing the product, make it easier for customers to buy the products you already have.
If you want to make it easier for customers to buy what you have, eliminate all things that make buying difficult. Though this sounds obvious and trivial, it’s neither. It’s exceptionally difficult to see the waste in your processes from the customers’ perspective. The blackbelts know how to eliminate waste from the company’s perspective, but they’ve not been taught to see waste from the customers’ perspective. Don’t believe me? Look at the last three improvements you made to the customers’ buying process and ask yourself who benefitted from those changes. Odds are, the changes you made reduced the number of people you need to process the transactions by pushing the work back into the customers’ laps. This is the opposite of making it easier for your customers to buy.
Have you ever run a project to make it easier for customers to buy from you?
If you want to make it easier for customers to buy the products you have, pretend you are a customer and map their buying process. What you’ll likely learn is that it’s not easy to buy from you.
How can you make it easier for the customer to choose the right product to buy? Please don’t confuse this with eliminating the knowledgeable people who talk on the phone with customers. And, fight the urge to display all your products all at once. Minimize their choices, don’t maximize them.
How can you make it easier for customers to buy what they bought last time? A hint: when an existing customer hits your website, the first thing they should see is what they bought last time. Or, maybe, a big button that says – click here to buy [whatever they bought last time]. This, of course, assumes you can recognize them and can quickly match them to their buying history.
How can you make it easier for customers to pay for your product? Here’s a rule to live by: if they don’t pay, you don’t sell. And here’s another: you get no partial credit when a customer almost pays.
As you make these improvements, customers will buy more. You can use the incremental profits to fund the breakthrough work to obsolete your best products.
“Shopping Cart” by edenpictures is licensed under CC BY 2.0
A three-pronged approach for making progress

When you’re looking to make progress, the single most important skill is to see waiting as waiting.
The first place to look for waiting is the queue in front of a shared resource. Like taking a number at the deli, you queue up behind the work that got there first and your work waits its turn. And when the situation turns bad, prioritization meeting spring up to argue about the importance of one bit of work over another. Those meetings are a sure-fire sign of ineffectiveness. When these meetings spring up, it’s time to increase capacity of the shared resource to stop waiting and start making progress.
Another place to look for waiting is the process to schedule a meeting with high-level leaders. Their schedules are so full (efficiency over effectiveness) the next open meeting slot is next month. Let me translate – “As a senior leader and decision maker, I want you to delay the business-critical project until I carve out an hour so you can get me up to speed and I can tell you what to do.” The best project managers don’t wait. They schedule the meeting three weeks from now, make progress like their hair is on fire and provide a status update when the meeting finally happens. And the smartest leaders thank the project managers for using their discretion and good judgment.
A variant of the wait-for-the-most-important-leader theme is the never-ending-series-of-meetings-where-no-decisions-are-made scenario. The classic example of this unhealthy lifestyle is where a meeting to make a decision spawns a never-ending series of weekly meetings with 12 or more regular attendees where the initial agenda of making a decision death spirals into an ever-changing, and ultimately disappearing agenda. Everyone keeps meeting, but no one remembers why. And the decision is never made. The saddest part is that no one remembers that project is blocked by the non-decision.
The first place to look for waiting is the queue in front of a shared resource. Like taking a number at the deli, you line up behind the work that got there first and your work waits its turn. And when the situation turns bad, prioritization meeting spring up to argue about the importance of one bit of work over another. Those meetings are a sure-fire sign of ineffectiveness. It’s time to increase capacity of the shared resource to stop waiting and start making progress.
And the deadliest waiting is the waiting that we no longer see as waiting. The best example of this crippling non-waiting waiting is when we cannot work the critical path and, instead, we work on a task of secondary importance. We kid ourselves into thinking we’re improving efficiency when, in fact, we’re masking the waiting and enabling the poor decision making that starved the project of the resources it needs to work the critical path. Whether you work a non-critical path task or not, when you can’t work the critical path for a week, you delay project completion by a week. That’s a rule.
Instead of spending energy working a non-critical path task, it’s better for everyone if you do nothing. Sit at your desk and play solitaire on your computer or surf the web. Do whatever it takes for your leader to recognize you’re not making progress. And when your leader tries to chastise you, tell them to do their job and give you what you need to work the critical path.
There’s two types of work – value-added work and non-value-added work. Value-added work happens when you complete a task on the critical path. Non-value-added work happens when you wait, when you do work that’s not on the critical path, when you get ready to do work and when you clean up after doing work. In most processes, the ratio of non-value-added to value-added work is 20:1 to 200:1. Meaning, for every hour of value-added work there are twenty to two hundred hours of non-value-added work.
If you want to make progress, don’t improve how you do your value-added work. Instead, identify the non-value-added work you can stop and stop it. In that way, without changing how you do an hour long value-added task, you can eliminate twenty to two hundred hours wasted effort.
Here’s the three-pronged approach for making progress:
Prong one – eliminate waiting. Prong two – eliminate waiting. Prong three – eliminate waiting.
Image credit João Lavinha
A Recipe for Unreasonable Profits
 There’s an unnatural attraction to lean – a methodology to change the value stream to reduce waste. And it’s the same with Design for Manufacturing (DFM) – a methodology to design out cost of your piece-parts. The real rain maker is Design for Assembly (DFA) which eliminates parts altogether (50% reductions are commonplace.) DFA is far more powerful.
There’s an unnatural attraction to lean – a methodology to change the value stream to reduce waste. And it’s the same with Design for Manufacturing (DFM) – a methodology to design out cost of your piece-parts. The real rain maker is Design for Assembly (DFA) which eliminates parts altogether (50% reductions are commonplace.) DFA is far more powerful.
The cost for a designed out part is zero. Floor space for a designed out part is zero. Transportation cost for a designed out part is zero. (Can you say Green?) From a lean perspective, for a designed out part there is zero waste. For a designed out part the seven wastes do not apply.
Here’s a recipe for unreasonable profits:
Design out half the parts with DFA. For the ones that remain, choose the three highest cost parts and design out the cost. Then, and only then, do lean on the manufacturing processes.
For a video version of the post, see this link: (Video embedded below.)
A Recipe for Unreasonable Profits.
Too afraid to make money and create jobs.
 What if you could double your factory throughput without adding people?
What if you could double your factory throughput without adding people?
What if you could reduce your product costs by 50%?
How much money would you make?
How many jobs would you create?
Why aren’t you doing it?
What are you afraid of?
Pareto’s Three Lenses for Product Design
 Axiom 1 – Time is short, so make sure you’re working on the most important stuff.
Axiom 1 – Time is short, so make sure you’re working on the most important stuff.
Axiom 2 – You can’t design out what you can’t see.
In product development, these two axioms can keep you out of trouble. They’re two sides of the same coin, but I’ll describe them one at a time and hope it comes together in the end.
With Axiom 1, how do you make sure you’re working on the most important stuff? We all know it’s function first – no learning there. But, sorry design engineers, it doesn’t end with function. You must also design for lean, for cost, and factory floor space. Great. More things to design for. Didn’t you say time was short? How the hell am I going to design for all that?
Now onto the seeing business of Axiom 2. If we agree that lean, cost, and factory floor space are the right stuff, we must “see it” if we are to design it out. See lean? See cost? See factory floor space? You’re nuts. How do you expect us to do that?
Pareto to the rescue – use Pareto charts to identify the most important stuff, to prioritize the work. With Pareto, it’s simple: work on the biggest bars at the expense of the smaller ones. But, Paretos of what?
There is no such thing as a clean sheet design – all new product designs have a lineage. A new design is based on an existing design, a baseline design, with improvements made in several areas to realize more features or better function defined by the product specification. The Pareto charts are created from the baseline design to allow you to see the things to design out (Axiom 2). But what lenses to use to see lean, cost, and factory floor space?
Here are Pareto’s three lenses so see what must be seen:
To lean out lean out your factory, design out the parts. Parts create waste and part count is the surrogate for lean.

To design out cost, measure cost. Cost is the surrogate for cost.

To design out factory floor space, measure assembly time. Since factory floor space scales with assembly time, assembly time is the surrogate for factory floor space.

Now that your design engineers have created the right Pareto charts and can see with the right glasses, they’re ready to focus their efforts on the most important stuff. No boiling the ocean here. For lean, focus on part count of subassembly 1; for cost, focus on the cost of subassemblies 2 and 4; for floor space, focus on assembly time of subassembly 5. Leave the others alone.
Focus is important and difficult, but Pareto can help you see the light.
DFA and Lean – A Most Powerful One-Two Punch
 Lean is all about parts. Don’t think so? What do your manufacturing processes make? Parts. What do your suppliers ship you? Parts. What do you put into inventory? Parts. What do your shelves hold? Parts. What is your supply chain all about? Parts.
Lean is all about parts. Don’t think so? What do your manufacturing processes make? Parts. What do your suppliers ship you? Parts. What do you put into inventory? Parts. What do your shelves hold? Parts. What is your supply chain all about? Parts.
Still not convinced parts are the key? Take a look at the seven wastes and add “of parts” to the end of each one. Here is what it looks like:
- Waste of overproduction (of parts)
- Waste of time on hand – waiting (for parts)
- Waste in transportation (of parts)
- Waste of processing itself (of parts)
- Waste of stock on hand – inventory (of parts)
- Waste of movement (from parts)
- Waste of making defective products (made of parts)
And look at Suzaki’s cartoons. (Click them to enlarge.) What do you see? Parts.

Take out the parts and the waste is not reduced, it’s eliminated. Let’s do a thought experiment, and pretend your product had 50% fewer parts. (I know it’s a stretch.) What would your factory look like? How about your supply chain? There would be: fewer parts to ship, fewer to receive, fewer to move, fewer to store, fewer to handle, fewer opportunities to wait for late parts, and fewer opportunities for incorrect assembly. Loosen your thinking a bit more, and the benefits broaden: fewer suppliers, fewer supplier qualifications, fewer late payments; fewer supplier quality issues, and fewer expensive black belt projects. Most importantly, however, may be the reduction in the transactions, e.g., work in process tracking, labor reporting, material cost tracking, inventory control and valuation, BOMs, routings, backflushing, work orders, and engineering changes.
However, there is a big problem with the thought experiment — there is no one to design out the parts. Since company leadership does not thrust greatness on the design community, design engineers do not have to participate in lean. No one makes them do DFA-driven part count reduction to compliment lean. Don’t think you need the design community? Ask your best manufacturing engineer to write an engineering change to eliminates parts, and see where it goes — nowhere. No design engineer, no design change. No design change, no part elimination.
It’s staggering to think of the savings that would be achieved with the powerful pairing of DFA and lean. It would go like this: The design community would create a low waste design on which the lean community would squeeze out the remaining waste. It’s like the thought experiment; a new product with 50% fewer parts is given to the lean folks, and they lean out the low waste value stream from there. DFA and lean make such a powerful one-two punch because they hit both sides of the waste equation.
DFA eliminates parts, and lean reduces waste from the ones that remain.
There are no technical reasons that prevent DFA and lean from being done together, but there are real failure modes that get in the way. The failure modes are emotional, organizational, and cultural in nature, and are all about people. For example, shared responsibility for design and manufacturing typically resides in the organizational stratosphere – above the VP or Senior VP levels. And because of the failure modes’ nature (organizational, cultural), the countermeasures are largely company-specific.
What’s in the way of your company making the DFA/lean thought experiment a reality?
“Hyper” for Lean
“Hyper” for Lean — Lean Directions, SME
Hypertherm’s lean journey began in 1997 as a natural and enthusiastic extension of its long history of continuous improvement. Founded in 1968, the company’s “lean vision” includes training, application of 5S components, visual factory audits, single and mixed-model flow lines and the engagement of its product design functions.
A recent Hypertherm success is found in the company’s HyPerformance series of plasma arc, metalcutting systems. The company’s product design community designed a product line with Read the rest of this entry »
 Mike Shipulski
Mike Shipulski