Archive for the ‘Downstream Savings’ Category
If you want to make a difference, change the design.
 Why do factories have 50-ton cranes? Because the parts are heavy and the fully assembled product is heavier. Why is the Boeing assembly facility so large? Because 747s are large. Why does a refrigerator plant have a huge room to accumulate a massive number of refrigerators that fail final test? Because refrigerators are big, because volumes are large, and a high fraction fail final test. Why do factories look as they do? Because the design demands it.
Why do factories have 50-ton cranes? Because the parts are heavy and the fully assembled product is heavier. Why is the Boeing assembly facility so large? Because 747s are large. Why does a refrigerator plant have a huge room to accumulate a massive number of refrigerators that fail final test? Because refrigerators are big, because volumes are large, and a high fraction fail final test. Why do factories look as they do? Because the design demands it.
Why are parts machined? Because the materials, geometries, tolerances, volumes, and cost requirements demand it. Why are parts injection molded? Because the materials, geometries, tolerances, volumes, and cost requirements demand it. Why are parts 3D printed? For prototypes, because the design can tolerate the class of materials that can be printed and can withstand the stresses and temperature of the application for a short time, the geometries are printable, and the parts are needed quickly. For production parts, it’s because the functionality cannot be achieved with a lower-cost process, the geometries cannot be machined or molded, and the customer is willing to pay for the high cost of 3D printing. Why are parts made as they are? Because the design demands it.
Why are parts joined with fasteners? It’s because the engineering drawings define the holes in the parts where the fasteners will reside and the fasteners are called out on the Bills Of Material (BOM). The parts cannot be welded or glued because they’re designed to use fasteners. And the parts cannot be consolidated because they’re designed as separate parts. Why are parts held together with fasteners? Because the design demands it.
If you want to reduce the cost of the factory, change the design so it does not demand the use of 50-ton cranes. If you want to get by with a smaller factory, change the design so it can be built in a smaller factory. If you want to eliminate the need for a large space to store refrigerators that fail final test, change the design so they pass. Yes, these changes are significant. But so are the savings. Yes, a smaller airplane carries fewer people, but it can also better serve a different set of customer needs. And, yes, to radically reduce the weight of a product will require new materials and a new design approach. If you want to reduce the cost of your factory, change the design.
If you want to reduce the cost of the machined parts, change the geometry to reduce cycle time and change to a lower-cost material. Or, change the design to enable near-net forging with some finish machining. If you want to reduce the cost of the injection molded parts, change the geometry to reduce cycle time and change the design to use a lower-cost material. If you want to reduce the cost of the 3D printed parts, change the design to reduce the material content and change the design and use lower-cost material. (But I think it’s better to improve function to support a higher price.) If you want to reduce the cost of your parts, change the design to make possible the use of lower-cost processes and materials.
If you want to reduce the material cost of your product, change the design to eliminate parts with Design for Assembly (DFA). What is the cost of a part that is designed out of the product? Zero. Is it possible to wrongly assemble a part that was designed out? No. Can a part that’s designed out be lost or arrive late? No and no. What’s the inventory cost of a part that’s been designed out? Zero. If you design out the parts is your supply chain more complicated? No, it’s simpler. And for those parts that remain use Design for Manufacturing (DFM) to work with your suppliers to reduce the cost of making the parts and preserve your suppliers’ profit margins.
If you want to sell more, change the design so it works better and solves more problems for your customers. And if you want to make more money, change the design so it costs less to make.
Resurrecting Manufacturing Through Product Simplification
Product simplification can radically improve profits and radically improve product robustness. Here’s a graph of profit per square foot ($/ft^2) which improved by a factor of seven and warranty cost per unit ($/unit), a measure of product robustness), which improved by a factor of four. The improvements are measured against the baseline data of the legacy product which was replaced by the simplified product. Design for Assembly (DFA) was used to simplify the product and Robust Design methods were used to reduce warranty cost per unit.
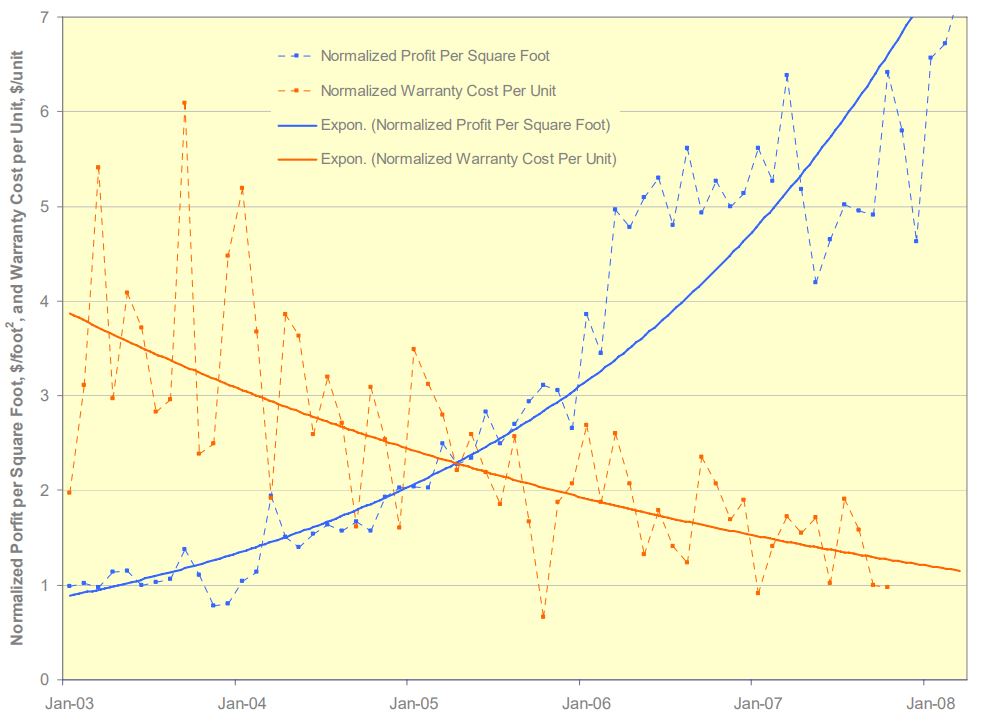
I will go on record that everyone will notice when profit per square foot increases by a factor of seven.
And I will also go on record that no one will believe you when you predict product simplification will radically improve profit per square foot.
And I will go on record that when warranty cost per unit is radically reduced, customers will notice. Simply put, the product doesn’t break and your customers love it.
But here’s the rub. The graph shows data over five years, which is a long time. And if the product development takes two years, that makes seven long years. And in today’s world, seven years is at least four too many. But take another look at the graph. Profit per square foot doubled in the first two years after launch. Two years isn’t too long to double profit per square foot. I don’t know of a faster way, More strongly, I don’t know of another way to get it done, regardless of the timeline.
I think your company would love to double the profit per square foot of its assembly area. And I’ve shown you the data that proves it’s possible. So, what’s in the way of giving it a try?
For the details about the work, here’s a link – Systematic DFMA Deployment, It Could Resurrect US Manufacturing.
The best time to design cost out of our products is now.
 With inflation on the rise and sales on the decline, the time to reduce costs is now.
With inflation on the rise and sales on the decline, the time to reduce costs is now.
But before you can design out the cost you’ve got to know where it is. And the best way to do that is to create a Pareto chart that defines product cost for each subassembly, with the highest cost subassemblies on the left and the lowest cost on the right. Here’s a pro tip – Ignore the subassemblies on the right.
Use your costed Bill of Materials (BOMs) to create the Paretos. You’ll be told that the BOMs are wrong (and they are), but they are right enough to learn where the cost is.
For each of the highest-cost subassemblies, create a lower-level Pareto chat that sorts the cost of each piece-part from highest to lowest. The pro tip applies here, too – Ignore the parts on the right.
Because the design community designed in the cost, they are the ones who must design it out. And to help them prioritize the work, they should be the ones who create the Pareto charts from the BOMs. They won’t like this idea, but tell them they are the only ones who can secure the company’s future profits and buy them lots of pizza.
And when someone demands you reduce labor costs, don’t fall for it. Labor cost is about 5% of the product cost, so reducing it by half doesn’t get you much. Instead, make a Pareto chart of part count by subassembly. Focus the design effort on reducing the part count of subassemblies on the left. Pro tip – Ignore the subassemblies on the right. The labor time to assemble parts that you design out is zero, so when demand returns, you’ll be able to pump out more products without growing the footprint of the factory. But, more importantly, the cost of the parts you design out is also zero. Designing out the parts is the best way to reduce product costs.
Pro tip – Set a cost reduction goal of 35%. And when they complain, increase it to 40%.
In parallel to the design work to reduce part count and costs, design the test fixtures and test protocols you’ll use to make sure the new, lower-cost design outperforms the existing design. Certainly, with fewer parts, the new one will be more reliable. Pro tip – As soon as you can, test the existing design using the new protocols because the only way to know if the new one is better is to measure it against the test results of the old one.
And here’s the last pro tip – Start now.
Image credit — aisletwentytwo
Product Thinking

Product costs, without product thinking, drop 2% per year. With product thinking, product costs fall by 50%, and while your competitors’ profit margins drift downward, yours are too high to track by conventional methods. And your company is known for unending increases in stock price and long term investment in all the things that secure the future.
The supply chain, without product thinking, improves 3% per year. With product thinking, longest lead processes are eliminated, poorest yield processes are a thing of the past, problem suppliers are gone, and your distributers associate your brand with uninterrupted supply and on time delivery.
Product robustness, without product thinking, is the same year-on-year. Re-injecting long forgotten product thinking to simplify the product, product robustness jumps to unattainable levels and warranty costs plummet. And your brand is known for products that simply don’t break.
Rolled throughput yield is stalled at 90%. With product thinking, the product is simplified, opportunities for defects are reduced, and throughput skyrockets due to improved RTY. And your brand is known as a good value – providing good, repeatable functionality at a good price.
Lean, without product thinking has delivered wonderful results, but the low hanging fruit is gone and lean is moving into the back office. With product thinking, the design is changed and value-added work is eliminated along with its associated non-value added work (which is about 8 times bigger); manufacturing monuments with their long changeover times are ripped out and sold to your competitors; work from two factories is consolidated into one; new work is taken on to fill the emptied factories; and profit per square foot triples. And your brand is known for best-in-class quality, unbeatable on time delivery, world class performance, and pioneering the next generation of lean.
The sales argument is low price and good payment terms. With product thinking, the argument starts with product performance and ends with product reliability. The sales team is energized, and your brand is linked with solid products that just plain work.
The marketing approach is stickers and new packaging. With product thinking, it’s based on competitive advantage explained in terms of head-to-head performance data and a richer feature set. And your brand stands for winning technology and killer products.
Product thinking isn’t for everyone. But for those that try – your brand will thank you.
Lean and Supply Chain Sensitivity
 At every turn, lean has increased profits in the factory. Its best trick is to look at the work through a time lens, see wasted time, and get rid of it.
At every turn, lean has increased profits in the factory. Its best trick is to look at the work through a time lens, see wasted time, and get rid of it.
Work is blocked by problems. You watch the work to spot blockages in the form of piles, otherwise known as inventory. When you find a pile, you know the problem is one operation downstream.
As lean works its magic, inventory is reduced, which decreases carrying costs. More importantly, however, it also reduces the time to see a problem. Whether the problem is related to quality, delivery or resources, everything stops immediately. It’s clear what to fix, and there’s incentive to fix it quickly because with lean, the factory is more sensitive to problems.
What works in the factory will also work in the supply chain, and that’s where lean is going.
Radically Simplify Your Value Stream – Change Your Design
 The next level of factory simplification won’t come from your factory. It will come from outside your factory. The next level of simplification will come from upstream savings – your suppliers’ factories – and downstream savings – your distribution system. And this next level of simplification will create radically shorter value streams (from raw materials to customer.)
The next level of factory simplification won’t come from your factory. It will come from outside your factory. The next level of simplification will come from upstream savings – your suppliers’ factories – and downstream savings – your distribution system. And this next level of simplification will create radically shorter value streams (from raw materials to customer.)
To reinvent your value stream, traditional lean techniques – reduction of non-value added (NVA) time through process change – aren’t the best way. The best way is to eliminate value added (VA) time through product redesign – product change. Reduction of VA time generates a massive NVA savings multiple. (Value streams are mostly NVA with a little VA sprinkled in.) At first this seems like backward thinking (It is bit since lean focuses exclusively on NVA.), but NVA time exists only to enable VA time (VA work). No VA time, no associated NVA time.
Value streams are all about parts (making them, counting them, measuring them, boxing them, moving them, and un-boxing them) and products (making, boxing, moving.) The making – touch time, spindle time – is VA time and everything else is VA time. Design out the parts themselves (VA time) and NVA time is designed out. Massive multiple achieved.
But the design community is the only group that can design out the parts. How to get them involved? Not all parts are created equal. How to choose the ones that matter? Value streams cut across departments and companies. How to get everyone pulling together?
Watch the video: link to video. (And embedded below.)
A Recipe for Unreasonable Profits
 There’s an unnatural attraction to lean – a methodology to change the value stream to reduce waste. And it’s the same with Design for Manufacturing (DFM) – a methodology to design out cost of your piece-parts. The real rain maker is Design for Assembly (DFA) which eliminates parts altogether (50% reductions are commonplace.) DFA is far more powerful.
There’s an unnatural attraction to lean – a methodology to change the value stream to reduce waste. And it’s the same with Design for Manufacturing (DFM) – a methodology to design out cost of your piece-parts. The real rain maker is Design for Assembly (DFA) which eliminates parts altogether (50% reductions are commonplace.) DFA is far more powerful.
The cost for a designed out part is zero. Floor space for a designed out part is zero. Transportation cost for a designed out part is zero. (Can you say Green?) From a lean perspective, for a designed out part there is zero waste. For a designed out part the seven wastes do not apply.
Here’s a recipe for unreasonable profits:
Design out half the parts with DFA. For the ones that remain, choose the three highest cost parts and design out the cost. Then, and only then, do lean on the manufacturing processes.
For a video version of the post, see this link: (Video embedded below.)
A Recipe for Unreasonable Profits.
Want to be green? Look to your product.
 We’re starting to come to terms with the green revolution; we’re staring to realize that green is good for our planet and even better for our business. But how do we put greenwashing behind us and truly make a difference?
We’re starting to come to terms with the green revolution; we’re staring to realize that green is good for our planet and even better for our business. But how do we put greenwashing behind us and truly make a difference?
To improve recyling, find the non-recyclable stuff in your product and design it out. Make a Pareto chart of non-recyclable stuff (by weight) by major subassembly, and focus the design effort on the biggest brown bars of the Pareto. (Consider packaging a major subassembly and give it its own bar.)
To improve carbon footprint of logistics, find the weight and volume of your product and design out the biggest and heaviest. Make a Pareto chart of weight by major subassembly, and focus the design effort on the heaviest brown bars. Make a Pareto chart of volume by major subassembly, (Make cube around the subassembly and calculate volume in mm3.) and focus the design effort on the biggest bars. (Don’t forget the packaging.)
To improve energy efficiency of your factory, find electricity consumption and design it out. Make a Pareto chart of electricity consumption by major process step then map it to the product – to the element of the product that creates the need for electricity, and focus the design effort on the biggest bars.
Going forward, here are some thoughts to help grow your business with green (and save the planet):
- It’s easier to design out brown than to design in green.
- To design out brown, you’ve got to know where it is.
- The product creates brown – look to the product to eliminate it.
Missing Element of Lean – Assembly Magazine article
 With its strong focus on waste reduction of processes, lean has been a savior for those who’ve made it out of the great recession. But what’s next? I argue the next level of savings will come from adding a product focus to lean’s well-developed process focus. For the complete Assembly Magazine article (one page), click here.
With its strong focus on waste reduction of processes, lean has been a savior for those who’ve made it out of the great recession. But what’s next? I argue the next level of savings will come from adding a product focus to lean’s well-developed process focus. For the complete Assembly Magazine article (one page), click here.
Too afraid to make money and create jobs.
 What if you could double your factory throughput without adding people?
What if you could double your factory throughput without adding people?
What if you could reduce your product costs by 50%?
How much money would you make?
How many jobs would you create?
Why aren’t you doing it?
What are you afraid of?
Back to Basics with DFMA
 About eight years ago, Hypertherm embarked on a mission to revamp the way it designed products. Despite the fact its plasma metal-cutting technology was highly regarded and the market leader in the field, the internal consensus was that product complexity could be reduced and thus made more consistently reliable, and there was an across-the-board campaign to reduce product development and manufacturing costs. Instead of entailing novel engineering tactics or state-of-the-art process change, it was a back-to-basics strategy around design for manufacture and assembly (DFMA) that propelled Hypertherm to meet its goals.
About eight years ago, Hypertherm embarked on a mission to revamp the way it designed products. Despite the fact its plasma metal-cutting technology was highly regarded and the market leader in the field, the internal consensus was that product complexity could be reduced and thus made more consistently reliable, and there was an across-the-board campaign to reduce product development and manufacturing costs. Instead of entailing novel engineering tactics or state-of-the-art process change, it was a back-to-basics strategy around design for manufacture and assembly (DFMA) that propelled Hypertherm to meet its goals.
The first step in the redesign program was determining what needed to change. A steering committee with representation from engineering, manufacturing, marketing, and business leadership spent weeks trying to determine what was required from a product standpoint to deliver radical improvements in both product performance and product economics. As a result of that collaboration, the team established aggressive new targets around robustness and reliability in addition to the goal of cutting the parts count and labor costs nearly in half.
 Mike Shipulski
Mike Shipulski