Archive for the ‘Assembly Time Reduction’ Category
Resurrecting Manufacturing Through Product Simplification
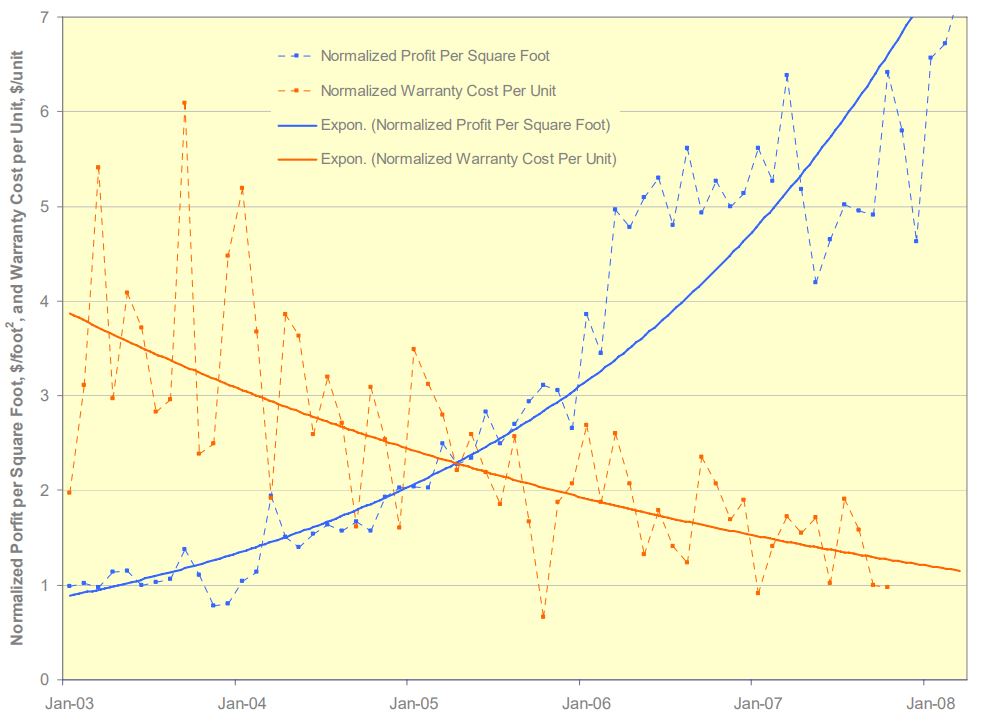
Product simplification can radically improve profits and radically improve product robustness. Here’s a graph of profit per square foot ($/ft^2) which improved by a factor of seven and warranty cost per unit ($/unit), a measure of product robustness), which improved by a factor of four. The improvements are measured against the baseline data of the legacy product which was replaced by the simplified product. Design for Assembly (DFA) was used to simplify the product and Robust Design methods were used to reduce warranty cost per unit.
I will go on record that everyone will notice when profit per square foot increases by a factor of seven.
And I will also go on record that no one will believe you when you predict product simplification will radically improve profit per square foot.
And I will go on record that when warranty cost per unit is radically reduced, customers will notice. Simply put, the product doesn’t break and your customers love it.
But here’s the rub. The graph shows data over five years, which is a long time. And if the product development takes two years, that makes seven long years. And in today’s world, seven years is at least four too many. But take another look at the graph. Profit per square foot doubled in the first two years after launch. Two years isn’t too long to double profit per square foot. I don’t know of a faster way, More strongly, I don’t know of another way to get it done, regardless of the timeline.
I think your company would love to double the profit per square foot of its assembly area. And I’ve shown you the data that proves it’s possible. So, what’s in the way of giving it a try?
For the details about the work, here’s a link – Systematic DFMA Deployment, It Could Resurrect US Manufacturing.
How Startups Can Move Prototypes Out Of The Lab And Onto The Factory Floor
 Startups are good at making something work in the lab for the first time. However, startups are not good at moving their one-in-a-row prototypes to the manufacturing floor. But if startups are to scale, that’s exactly what they must do. For startups to be successful, they must continually change the design to enable the next level of production volume.
Startups are good at making something work in the lab for the first time. However, startups are not good at moving their one-in-a-row prototypes to the manufacturing floor. But if startups are to scale, that’s exactly what they must do. For startups to be successful, they must continually change the design to enable the next level of production volume.
To do that, I propose a 10, 100, 1000 approach.
After the one-in-a-row prototypes, how will you make 10? Can the crude assembly process produce 10 prototypes? If so, use the same crude assembly process. The cost of the prototypes is not a problem at this stage, so there’s no need to change the manufacturing processes to reduce the cost of the components. And at these low volumes, it’s unlikely the existing assembly process is too labor intensive (you’re only making 10) so there’s likely no need to change the process from a “time to build” perspective. But if the variation generated by the assembly process leads to prototypes that don’t function properly, the variation of the assembly process must be controlled with poke-yoke measures. Add only the controls you need because that work takes money and time which you don’t have as a startup. Otherwise, build the next 10 like you built the first one.
After the first 10, how will you make the next 100? Building 100 units doesn’t sound like a big deal, but 100 is a lot more than 10. Do you have suppliers who will sell you 100 of each part? Do you have the factory space to store the raw materials? Do you have the capability and capacity to inspect the incoming material? Do you have the money to buy all the parts? If the answer to all these questions is yes, it’s time to ask the difficult questions.
The cost of the units is likely still not a problem because the volumes are still small. There’s likely no need to change the manufacturing process (e.g., moving from machining to casting) to reduce the cost of the units. And it’s unlikely the time to build the units is becoming a problem because a super long build time isn’t all that problematic when building 100 units. So it’s not time to reduce the number of parts in the product (product simplification through part count reduction – aka, Design for Assembly). But it’s likely time to reduce the variation of the assembly process and eliminate the rework-inspect-test loop that comes when each unit that emerges from the production process is different. It’s time for assembly instructions, assembly fixtures, dedicated tools at each workstation, measurement tools to inspect the final product, and a group of quality professionals to verify the product is built correctly.
After the first 100, how will you make the next 1000? If you can, avoid changing the design, the manufacturing processes, or the assembly process. Keep everything the same and build 1000 units just as you built the first 100. But that’s unlikely because the cost will be too high and the assembly time will be too long. For the most expensive parts, consider changing the manufacturing process to one that can support higher volumes at a lower cost. You likely will have to buy the parts from another supplier who specializes in the new process and for that, you’ll need a purchasing professional with a quality background. To reduce build time, do Design for Assembly (DFA) to eliminate parts (fasteners and connectors). And for the processes that generate the highest rework times and scrap, add the necessary process controls to reduce variation and eliminate defects. Do the minimum (lowest investment dollars and design time) to achieve the appropriate cost and quality levels and declare success.
After 1000 units, it’s time to automate and move to new manufacturing processes. For the longest assembly processes, change the design (the parts themselves) to enable automated assembly processes. For the highest cost parts, change the parts (the design itself) to enable the move to manufacturing processes with lower cost signatures. The important idea is that the design and its parts must change to automate and enable lower-cost manufacturing processes. You’ll need new suppliers and purchasing professionals to bring them on board. You’ll need quality professionals to verify the quality of the incoming parts and the output of the assembly process. You’ll need manufacturing and automation engineers to simplify and automate the manufacturing processes.
The 10, 100, 1000 process is rather straightforward but it’s difficult because it requires judgement. At what production volume do you move to higher volume manufacturing processes to reduce costs? At what production volumes do you change the design to automate the assembly process to reduce assembly time? At what point do you add assembly fixtures to reduce variation? Which assembly processes do you improve and which do you leave as-is? When do you spend money on improvements and when do you buckle down and grind it out without making improvements?
The answer to all these questions is the same – hire a pro who has done it before. Hire a pro who knows when (and how) to do Design for Manufacturing and when to keep the design as it is. Hire a pro who knows when (and how) to add poke-yoke solutions and when to keep the assembly process as it is and rework the defects because that’s the lowest cost and fastest way to go. Hire a pro who knows when to change the design to reduce assembly time (Design for Assembly) and when to change the design and invest in automated assembly. Hire a pro who knows how (and when) to implement a full-blown quality system.
When it’s time to move from the lab to the factory floor, it’s time to hire a pro.
Image credit — Jim Roberts Gallery
Radically Simplify Your Value Stream – Change Your Design
 The next level of factory simplification won’t come from your factory. It will come from outside your factory. The next level of simplification will come from upstream savings – your suppliers’ factories – and downstream savings – your distribution system. And this next level of simplification will create radically shorter value streams (from raw materials to customer.)
The next level of factory simplification won’t come from your factory. It will come from outside your factory. The next level of simplification will come from upstream savings – your suppliers’ factories – and downstream savings – your distribution system. And this next level of simplification will create radically shorter value streams (from raw materials to customer.)
To reinvent your value stream, traditional lean techniques – reduction of non-value added (NVA) time through process change – aren’t the best way. The best way is to eliminate value added (VA) time through product redesign – product change. Reduction of VA time generates a massive NVA savings multiple. (Value streams are mostly NVA with a little VA sprinkled in.) At first this seems like backward thinking (It is bit since lean focuses exclusively on NVA.), but NVA time exists only to enable VA time (VA work). No VA time, no associated NVA time.
Value streams are all about parts (making them, counting them, measuring them, boxing them, moving them, and un-boxing them) and products (making, boxing, moving.) The making – touch time, spindle time – is VA time and everything else is VA time. Design out the parts themselves (VA time) and NVA time is designed out. Massive multiple achieved.
But the design community is the only group that can design out the parts. How to get them involved? Not all parts are created equal. How to choose the ones that matter? Value streams cut across departments and companies. How to get everyone pulling together?
Watch the video: link to video. (And embedded below.)
Improve the US economy, one company at a time.
 I think we can turn around the US economy, one company at a time. Here’s how:
I think we can turn around the US economy, one company at a time. Here’s how:
To start, we must make a couple commitments to ourselves. 1. We will do what it takes to manufacture products in the US because it’s right for the country. 2. We will be more profitable because of it.
Next, we will set up a meeting with our engineering community, and we will tell them about the two commitments. (We will wear earplugs because the cheering will be overwhelming.) Then, we will throw down the gauntlet; we will tell them that, going forward, it’s no longer acceptable to design products as before, that going forward the mantra is: half the cost, half the parts, half the time. Then we will describe the plan.
On the next new product we will define cost, part count, and assembly time goals 50% less that the existing product; we will train the team on DFMA; we will tear apart the existing product and use the toolset; we will learn where the cost is (so we can design it out); we will learn where the parts are (so we can design them out); we will learn where the assembly time is (so we can design it out).
On the next new product we will front load the engineering work; we will spend the needed time to do the up-front thinking; we will analyze; we will examine; we will weigh options; we will understand our designs. This time we will not just talk about the right work, this time we will do it.
On the next new product we will use our design reviews to hold ourselves accountable to the 50% reductions, to the investment in DFMA tools, to the training plan, to the front-loaded engineering work, to our commitment to our profitability and our country.
On the next new product we will celebrate the success of improved product functionality, improved product robustness, a tighter, more predictable supply chain, increased sales, increased profits, and increased US manufacturing jobs.
On the next new product we will do what it takes to manufacture products in the US because it’s the right thing for the country, and we will be more profitable because of it.
If you’d like some help improving the US economy one company at a time, send me an email (mike@shipulski.com), and I’ll help you put a plan together.
a
p.s. I’m holding a half-day workshop on how to implement systematic cost savings through product design on June 13 in Providence RI as part of the International Forum on DFMA — here’s the link. I hope to see you there.
What if labor was free?
 The chase for low cost labor is still alive and well. And it’s still a mistake. Low cost labor is fleeting. Open a plant in a low cost country and capitalism takes immediate hold. Workers see others getting rich off their hard work and demand to be compensated. It’s an inevitable death spiral to a living wage. Time to find the next low cost country.
The chase for low cost labor is still alive and well. And it’s still a mistake. Low cost labor is fleeting. Open a plant in a low cost country and capitalism takes immediate hold. Workers see others getting rich off their hard work and demand to be compensated. It’s an inevitable death spiral to a living wage. Time to find the next low cost country.
The truth is labor costs are an extremely small portion of product cost. (The major cost, by far, is the material and the associated costs of moving it around the planet and managing its movement.) And when design engineers actively design out labor costs (50% reductions are commonplace) it becomes so small it should be ignored altogether. That’s right – ignored. No labor costs. Free labor. What would you do if labor was free?
Eliminate labor costs from the equation and it’s clear what to do. Make it where you can achieve the highest product quality, make it where you can run the smallest batches, and make it where you sell it. Design out labor and you’re on your way.
Design engineers are the key. Only they can design out labor. Management can’t do it without engineers, but engineers can do it without management.
A call to arms for design engineers: organize yourselves, design out labor, and force your company to do the right thing. Your kids and your economy will thank you.
Cure for offshoring: The design side of product development, from Machine Design
 A recent article written by Leslie Gordon of Machine Design.
A recent article written by Leslie Gordon of Machine Design.
You have probably seen it yourself: images of Chinese workers toiling in mud-floored factories, each feeding a separate punch press, as if part and parcel of a living, progressive die. The lure of this cheap labor has sent many U.S. manufacturers scrambling overseas to cut production costs.
Although design-for-manufacturing tools that would have made this exodus unnecessary have been around for more than 20 years, companies continue to overlook them, says Mike Shipulski, chief engineer of plasma-cutter manufacturer Hypertherm, hypertherm.com, Hanover, N.H. “Companies are sticking their heads in the sand. Many U.S. firms have become too entrenched in doing things the same way. For example, a typical product-cost breakdown shows material to be the largest cost at about 72%. Overhead is around 24% and labor is only about 4%. The question becomes, why continue to move manufacturing to so-called ‘low-cost countries’ to chase 50% labor reductions for a whopping 2% cost reduction? And it’s sillier than that because companies don’t account for cost increases in shipping and quality control.”
The problem is that companies neglect to efficiently account for cost during the design side of product development….
Custom Model, exploring customized manufacturing (Mechanical Engineering Magazine)
 By reducing parts count and easing assembly, one plasma cutter maker explores customized manufacturing.
By reducing parts count and easing assembly, one plasma cutter maker explores customized manufacturing.
By Jean Thilmany, Associate Editor, Mechanical Engineering Magazine
Ask nearly any engineer or manufacturer about customized manufacturing and—to a person—they’ll all say the same thing: Have you heard the Dell story?
Dell is offered up again and again as the number one example of customized manufacturing done right and done successfully. Shortly after its founding in 1984, Dell began what it calls a configure-to-order approach to manufacturing. The computer company lets customers customize their own computers on the Dell Web site. Buyers select how much memory and disk space they desire and the resulting computer is manufactured and shipped to them.
The approach has helped the computer maker see skyrocket growth. Last year, it held the second-highest spot for desktops and laptops shipped, behind Hewlett Packard, according to market-share numbers from research firm International Data Corp. in Framingham, Mass.
Manufacturers—particularly electronics manufacturers—have long been taking notice. Many of them are investigating how the configure-to-order model could be put to use at their own companies. And some of them have implemented the method—along with the necessary software to get the job done—with great success.
Take Hypertherm Inc. of Hanover, N.H., maker of plasma metal cutting equipment. The company has recently started allowing customers to choose online from ten CNC Edge Pro product configurations, up from three configurations in the former product line, said John Sobr, head designer on the project.
Hypertherm recently redesigned its plasma metal cutting equipment to reduce part count by 27 percent while doubling the number of inputs available. Customers can now choose from ten product configurations.
Pareto’s Three Lenses for Product Design
 Axiom 1 – Time is short, so make sure you’re working on the most important stuff.
Axiom 1 – Time is short, so make sure you’re working on the most important stuff.
Axiom 2 – You can’t design out what you can’t see.
In product development, these two axioms can keep you out of trouble. They’re two sides of the same coin, but I’ll describe them one at a time and hope it comes together in the end.
With Axiom 1, how do you make sure you’re working on the most important stuff? We all know it’s function first – no learning there. But, sorry design engineers, it doesn’t end with function. You must also design for lean, for cost, and factory floor space. Great. More things to design for. Didn’t you say time was short? How the hell am I going to design for all that?
Now onto the seeing business of Axiom 2. If we agree that lean, cost, and factory floor space are the right stuff, we must “see it” if we are to design it out. See lean? See cost? See factory floor space? You’re nuts. How do you expect us to do that?
Pareto to the rescue – use Pareto charts to identify the most important stuff, to prioritize the work. With Pareto, it’s simple: work on the biggest bars at the expense of the smaller ones. But, Paretos of what?
There is no such thing as a clean sheet design – all new product designs have a lineage. A new design is based on an existing design, a baseline design, with improvements made in several areas to realize more features or better function defined by the product specification. The Pareto charts are created from the baseline design to allow you to see the things to design out (Axiom 2). But what lenses to use to see lean, cost, and factory floor space?
Here are Pareto’s three lenses so see what must be seen:
To lean out lean out your factory, design out the parts. Parts create waste and part count is the surrogate for lean.

To design out cost, measure cost. Cost is the surrogate for cost.

To design out factory floor space, measure assembly time. Since factory floor space scales with assembly time, assembly time is the surrogate for factory floor space.

Now that your design engineers have created the right Pareto charts and can see with the right glasses, they’re ready to focus their efforts on the most important stuff. No boiling the ocean here. For lean, focus on part count of subassembly 1; for cost, focus on the cost of subassemblies 2 and 4; for floor space, focus on assembly time of subassembly 5. Leave the others alone.
Focus is important and difficult, but Pareto can help you see the light.
Fasteners Can Consume 20-50% of Assembly Labor
 The data-driven people in our lives tell us that you can’t improve what you can’t measure. I believe that. And it’s no different with product cost. Before improving product cost, before designing it out, you have to know where it is. However, it can be difficult to know what really creates cost. Not all parts and features are created equal; some create more cost than others, and it’s often unclear which are the heavy hitters. Sometimes the heavy hitters don’t look heavy, and often are buried deeply within the hidden factory.
The data-driven people in our lives tell us that you can’t improve what you can’t measure. I believe that. And it’s no different with product cost. Before improving product cost, before designing it out, you have to know where it is. However, it can be difficult to know what really creates cost. Not all parts and features are created equal; some create more cost than others, and it’s often unclear which are the heavy hitters. Sometimes the heavy hitters don’t look heavy, and often are buried deeply within the hidden factory.
Measure, measure, measure. That’s what the black belts say. However, it’s difficult to do well with product cost since our costing methods are hosed up and our measurement systems are limited. What do I mean? Consider fasteners (e.g., nuts, bolts, screws, and washers), the product’s most basic life form. Because fasteners are not on the BOM, they’re not part of product cost. Here’s the party line: it’s overhead to be shared evenly across all the products in a socialist way. That’s not a big deal, right? Wrong. Although fasteners don’t cost much in ones and twos, they do add up. 300-500 pieces per unit times the number of units per year makes for a lot of unallocated and untracked cost. However, a more significant issue with those little buggers is they take a lot of time attach to the product. For example, using standard time data from DFMA software, assembly of a 1/4″ nut with a bolt, locktite, a lockwasher, and cleanup takes 50 seconds. That’s a lot of time. You should be asking yourself what that translates to in your product. To figure it out, multiply the number nut/bolt/washer groupings by 50 seconds and multiply the result by the number of units per year. Actually, never mind. You can’t do the calculation because you don’t know the number of nut/bolt/washer combinations that are in your product. You could try to query your BOMs, but the information is likely not there. Remember, fasteners are overhead and not allocated to product. Have you ever tried to do a cost reduction project on overhead? It’s impossible. Because overhead inflicts pain evenly to all, no one is responsible to reduce it.
With fasteners, it’s like death by a thousand cuts.
The time to attach them can be as much as 20-50% of labor. That’s right, up to 50%. That’s like paying 20-50% of your folks to attach fasteners all day. That should make you sick. But it’s actually worse than that. From Line Design 101, the number of assembly stations is proportional to demand times labor time. Since fasteners inflate labor time, they also inflate the number of assembly stations, which, in turn, inflates the factory floor space needed to meet demand. Would you rather design out fasteners or add 15% to your floor space? I know you can get good deals on factory floor space due to the recession, but I’d still rather design out fasteners.
Even with the amount of assembly labor consumed by fasteners, our thinking and computer systems are blind to them and the associated follow-on costs. And because of our vision problems, the design community cannot be held accountable to design out those costs. We’ve given them the opportunity to play dumb and say things like, “Those fastener things are free. I’m not going to spend time worrying about that. It’s not part of the product cost.” Clearly not an enlightened statement, but it’s difficult to overcome without cost allocation data for the fasteners.
The work-around for our ailing thinking and computer-based cost tracking systems is simple: get the design engineers out to the production floor to build the product. Have them experience first hand how much waste is in the product. They’ll come back with a deep-in-the-gut understanding of how things really are. Then, have them use DFMA software to score the existing design, part-by-part, feature-by-feature. I guarantee everyone will know where the cost is after that. And once they know where the cost is, it will be easy for them to design it out.
I have data to support my assertion that fasteners can make up 20-50% of labor time, but don’t take my word for it. Go out to the factory floor, shut your eyes and listen. You’ll likely hear the never ending song of the nut runners. With each chirp, another nut is fastened to its bolt and washer, and another small bit of labor and factory floor space is consumed by the lowly fastener.
Boothroyd Dewhurst DFMA Helps Slash Warranty Costs and Boost Factory Floor Profits 600 Percent at Hypertherm
Five-year implementation of DFMA software by Hypertherm creates higher profits and strong business model for improving U.S. global competitiveness
WAKEFIELD, R.I., and HANOVER, N.H.,USA, June 2, 2008—Hypertherm, the world leader in plasma metal cutting technology, has achieved a 600 percent increase in profit per square foot of factory floor space using Boothroyd Dewhurst, Inc., Design for Manufacture and Assembly (DFMA®) software within a five-year redesign program. Correspondingly, warranty cost per unit has declined more than 75 percent during that same period, from January 2003 to January 2008.

Design for Manufacture and Assembly Helps OEM Reduce Warranty Costs, Boost Profits
Design2Part Magazine published a good article on DFMA’s ability to cut costs, labor, floor space and improve global competitiveness.
An expert from the article:
Five-year implementation of DFMA software creates strong business model for improving global competitiveness
“We started with a vision to make radical improvements in both product performance and product economies,” stated Mike Shipulski, Hypertherm’s director of engineering. “Hypertherm met both of these goals by aggressively applying Boothroyd Dewhurst’s software within our existing programs for robust design and lean manufacturing. We found their product simplification software made it easy for us to improve a product’s performance-to-cost ratio. Moreover, we learned that DFMA ideas and financial estimates also lead to profound savings beyond labor and part cost, creating a domino effect ‘downstream’ in operational areas of our organization.”
 Mike Shipulski
Mike Shipulski